
全球企業零碳浪潮,台灣半導體產業鏈則追求「零液體排放」減廢也減碳。李長榮化學工業公司(榮化)作為國內最大半導體晶圓洗劑「電子級異丙醇」(EIPA)供應商,研發出「EIPA雙循環回收」技術,可從半導體製程產生的廢液中回收出異丙醇再製,廢液中的水資源也可以作為再生水供自家廠內使用,達到「零液體排放」。榮化表示,自2015年啟動此專案以來,透過雙循環技術已回收約3萬1000噸再生水、減少了約2萬噸碳排放。

異丙醇100%回收再利用 加速半導體產業減碳
隨著氣候變遷問題加劇,世界各國政府、各行各業近年不斷強化減碳力道。而我國的半導體產業供應鏈在世界舉足輕重,減碳能力成為關鍵,如「護國神山」台積電積極扮演減碳領頭羊,不僅從製程減碳,也大量購買綠電、使用再生水。而在半導體製程中,有一項不可或缺的化學洗劑「電子級異丙醇(EIPA)」,目前國內最大EIPA供應商的李長榮化工,也早已著手進行減碳工作。
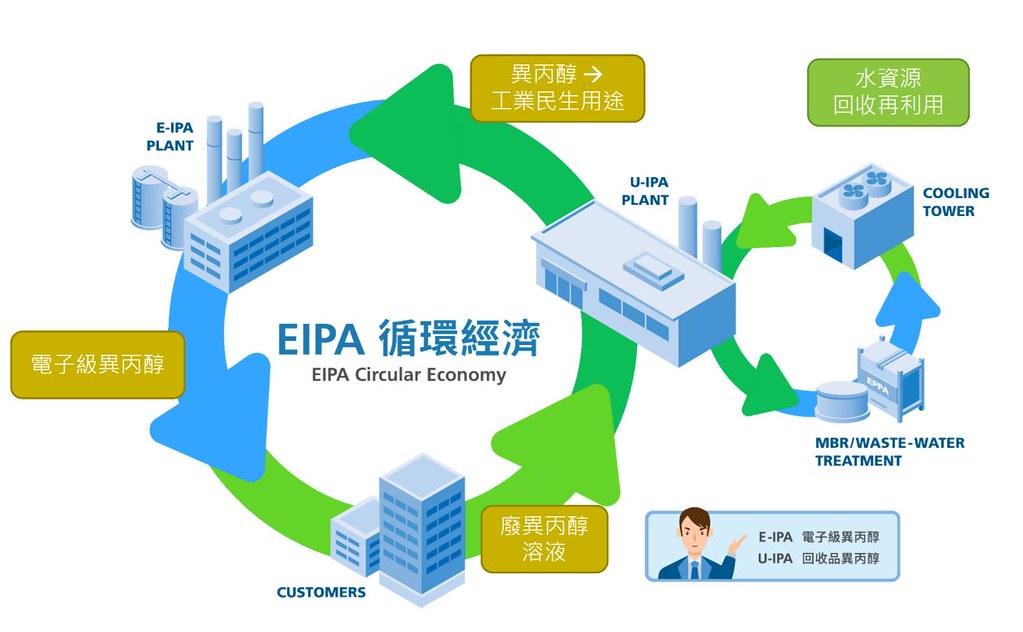
榮化指出,為了打造綠色供應鏈,自2015年展開EIPA循環回收專案,經過多年成功研發出獨步全球的「EIPA雙循環回收」製程,其中第一道循環是回收半導體製程產生的廢液,重新製為同等級的電子級異丙醇,為化學品循環;過程中,第二道水循環也同時在進行,將廢液中的水完全回收,提供工廠內部重複使用,達到零液體排放。
而半導體製程對EIPA的純度以及潔淨度要求到底有多嚴苛?榮化林園廠廠長陳勻錡解釋,業界要求99.9999%的EIPA純度,潔淨度則是要達到PPb(10的負9次方)至PPt(10的負12次方)的程度。這些EIPA經過製程會變成10倍以上的大量廢液,廢液內除了水還含有雜質、其他化學成分,目前只有榮化研發出的技術能將廢液重新提純,將異丙醇全部回收,再生產為EIPA。
榮化表示,半導體製程越來越高階,也增加EIPA回收的難度,除了再製技術研發,還有廢棄物法令的限制、密閉運輸管線及客戶擔憂設備損害等,經過多年的研發與溝通,目前廢液回收的能力已達到到每月7500噸。
廢水廢液零排放 廢棄化學物質再分離
陳勻錡指出,為了減少取用自來水,該廠本來就有使用自家研發的回收水系統「膜生物反應器設備(MBR)」,而近年的EIPA回收工作也是運用這項系統,將廢液中的水完全回收,繼續提供廠內使用。2015年至今,「EIPA雙循環回收」已產生3萬1000噸再生水,也減少約20379噸碳排放,相當於52座大安森林公園的二氧化碳吸收量。
除了EIPA廢液,其他製程產生的多元醇廢液,過去只能焚化處理,但溶液內含的金屬鹽類焚燒後,可能造成腐蝕現象,也會產生廢氣、廢水等問題。榮化也為此研發「綠色分離」製程,回收含金屬鹽類的多元醇廢液,將其中化學物質提出後再焚化,且焚化過程中產生的蒸汽還可以回歸製程利用,把「垃圾變黃金」之餘,大幅降低了廢水、廢氣及廢棄物的產生。
砸20億研發循環經濟 實現零碳排化工業
榮化表示,為了實現永續經營,內部還進行了多項研發,除了EIPA雙循環系統、廢水處理系統,也開發出可做為紙杯淋膜的「生質琥珀酸」,較傳統的石化琥珀酸減碳100%;另外,為了提升燃料效率、降低溫室氣體排放,還開發出可以循環使用的輕量發泡材料,應用在車輛加工、產品包裝等方面,得以用較少的體積運輸大型貨物,進一步減少材料用量。
榮化強調,為了達到2050年碳中和目標,投入了20億元的研發經費發展可循環利用的綠色材料與技術,但循環經濟不是單一企業可以做到的,希望帶動整體產業,在經濟發展的同時能夠關懷環境。
